CNC machining for quadruped robots is the specialized manufacturing process of producing high-impact structural frames, articulated leg links, and high-torque actuator housings for four-legged robotic systems. Quadruped robots (commonly known as "robot dogs") demand an extreme power-to-weight ratio, resilience against sudden ground-impact forces, and high-precision tolerances for dynamic balance control. Alloyer specializes in precision 5-axis CNC machining for quadruped platforms like Unitree, MIT Cheetah clones, and custom industrial inspection quadrupeds, providing 72-hour delivery and 1-piece prototyping.
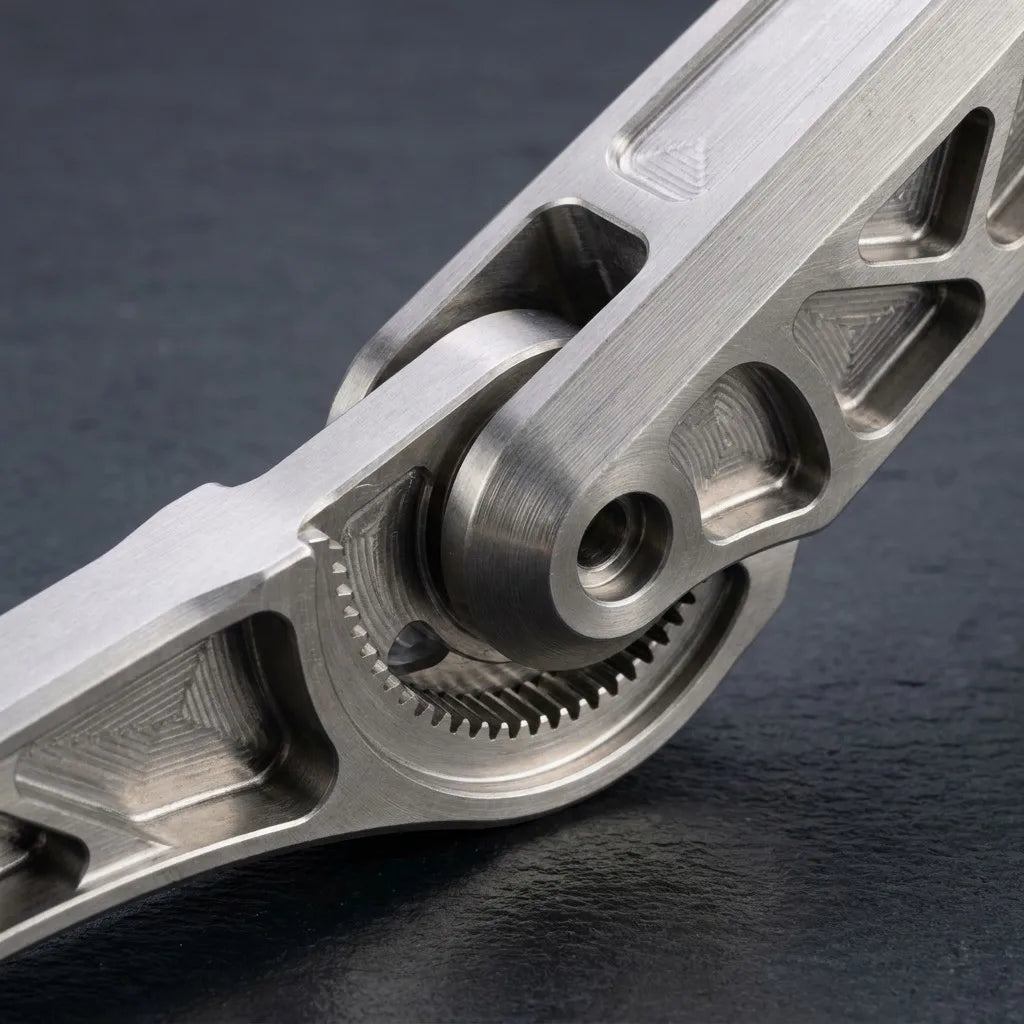
 Caption: A high-precision CNC-machined 7075-T6 aluminum knee joint for a quadruped robot. Alloyer maintains strict tolerances for integrated gear interfaces and weight-reduction pockets to maximize battery life and agility.
Caption: A high-precision CNC-machined 7075-T6 aluminum knee joint for a quadruped robot. Alloyer maintains strict tolerances for integrated gear interfaces and weight-reduction pockets to maximize battery life and agility.
Key Things to Know About CNC Machining for Quadruped Robots
- 7075-T6 Aluminum for High Stress: The thigh and shin links of a quadruped experience massive impulsive loads. Aluminum 7075-T6 is the industry standard for these parts, offering the strength of steel at one-third the weight.
- Impact Tolerance: Unlike industrial arms, quadruped joints must handle shock loads during landing. CNC-machined parts from solid billets provide the fatigue resistance needed to prevent stress-fractures over millions of steps.
- Weight Reduction is Critical: For quadrupeds, every 100g of weight reduction can extend battery life by up to 5%. Complex CNC pocketing and Carbon Fiber (CFRP) integration are used to minimize mass without sacrificing stiffness.
- Bearing Fit Precision: High-speed leg cycles require H7 (+0.021/0 mm) tolerances in bearing bores to eliminate vibration and ensure the zero-backlash needed for complex maneuvers like backflips.
- Biocompatible & Durable Finishes: Type II Anodizing is frequently specified for external frames to provide environmental protection and a professional aesthetic for inspection robots operating in harsh industrial sites.
Why Quadruped Robots Demand Specialized CNC Machining
Quadruped robots represent a unique challenge in robotics manufacturing because they operate in the "dynamic impact" regime. Unlike traditional robotics, quadrupeds physically interact with the environment through high-velocity ground impacts.
Dynamic Impact and Fatigue Resistance
Each time a quadruped takes a step, the leg assembly must absorb an impact several times the robot's body weight. Components produced via casting or low-grade 3D printing often contain internal voids that lead to crack propagation under these loads. CNC machining from aerospace-grade 7075-T6 aluminum or 17-4PH stainless steel ensures a dense, grain-aligned structure that offers superior fatigue life for the robot's most critical links.
Integrated Actuator Housings
Modern robot dogs utilize "monolithic" designs where the actuator housing is part of the leg structure. This requires machining complex, multi-functional parts with internal gear orbits, motor mounting faces, and bearing seats all in one unit. Achieving the required concentricity (within ±0.01 mm) across these features is only possible with high-precision 5-axis CNC centers.
Low-Latency Control & Precision
The software controlling a quadruped's gait operates at kilohertz frequencies. Any mechanical play (backlash) in the leg joints introduces noise into the control loop, causing the robot to stumble. By holding sub-micron tolerances on actuator output shafts and gear interfaces, CNC machining provides the mechanical "cleanliness" required for advanced bipedal and quadrupedal locomotion.
Material Properties for Quadruped Robotics Components
| Material | Density (g/cm³) | Yield Strength (MPa) | Elastic Modulus (GPa) | Machinability | Cost Index | Quadruped Application |
|---|---|---|---|---|---|---|
| Al 6061-T6 | 2.70 | 276 | 68.9 | Excellent | 1.0x | Battery covers, sensor mounts |
| Al 7075-T6 | 2.81 | 503 | 71.7 | Good | 1.5x | Thigh links, joint housings |
| Ti-6Al-4V | 4.43 | 880 | 113.8 | Poor | 8.0x | Pivot pins, high-impact feet |
| Carbon Fiber | 1.55 | 600 (tensile) | 70 | Special | 12.0x | Lower shin links, torso frames |
| PEEK | 1.30 | 100 | 3.6 | Medium | 15.0x | Insulated motor mounts, seals |
Critical Components: CNC Requirements
1. Hip Pitch/Roll Housings
Function: House the high-torque motors that control leg abduction and forward motion. Material: Aluminum 7075-T6. Tolerance: H7 (+0.021/0 mm) for bearing seats; ±0.01 mm for motor mounting alignment. Surface Finish: Ra 0.8 μm for sealing registers. CNC Challenges: Maintaining strict concentricity between the motor side and the gear output side in a thin-wall shell. Alloyer utilizes face-turning and boring strategies to eliminate stack-up errors.2. Thigh Structural Links
Function: The primary structural member of the leg, bearing the robot's weight during movement. Material: Al 7075-T6 or Hybrid Al/Carbon Fiber. Tolerance: ±0.03 mm on length to ensure consistent kinematic calibration across all four legs. Surface Finish: Ra 1.6 μm + Bead Blast + Anodizing. CNC Challenges: Aggressive weight-reduction pocketing often leaves walls as thin as 1.2 mm. We utilize custom dampening fixtures to prevent "chatter" and ensure dimensional stability during high-speed milling.3. Lower Leg (Shin) Assemblies
Function: Transmit force to the foot while minimizing unsprung mass. Material: Carbon Fiber tubes with CNC-machined 7075-T6 end fittings. Tolerance: g6 (-0.005/-0.015 mm) for the foot-pivot pin. Surface Finish: Ra 0.4 μm on bearing journals. CNC Challenges: Ensuring a high-precision interference fit for the carbon fiber tube bonding surfaces.Tolerances & Surface Finishes for Quadruped Parts
| Feature | Tolerance | Surface Finish | Notes |
|---|---|---|---|
| Bearing Bore | H7 (+0.015/0 mm) | Ra 0.8 μm | Critical for high-RPM motor stability |
| Link Pivot Pin | g6 (-0.004/-0.012 mm) | Ra 0.4 μm | Requires mirror finish for low friction |
| Torso Mounting Face | ±0.05 mm | Ra 3.2 μm | Ensures chassis rigidity |
| Seal Groove (IP67) | +0.05/0 mm | Ra 0.8 μm | For outdoor industrial robot dogs |
DFM Tips for Quadruped Robot Parts
1. Maintain Wall Thickness for Impact
While lightweighting is key, never specify aluminum wall thicknesses below 1.2 mm for primary structural links. Thin walls are prone to "chatter" during machining and may buckle under the shock loads of a fall or jump.
2. Use Fillets to Eliminate Stress Risers
Ground impacts create high stress concentrations at sharp corners. Design all internal pockets with a minimum radius of 3 mm (R3). This not only strengthens the part but also allows for the use of more rigid 6 mm end mills, reducing machining time and cost by 20%.
3. Specify Aluminum 7075 for High-Stress Hinges
Many engineers default to steel for pins and hinges. However, Al 7075-T6 with a Type III Hardcoat finish can often provide the necessary hardness and strength while saving 60% in weight.
4. Incorporate Assembly Reliefs
Quadruped robots require frequent maintenance. Design blind holes with slightly larger counterbores and incorporate chamfers on all mating edges to allow for easy field assembly and to protect O-ring seals from being pinched during installation.
Cost & Lead Time Reference
| Material | Typical Lead Time | Relative Cost | Min Qty | Recommended Batch |
|---|---|---|---|---|
| Al 6061-T6 | 3-5 days | 1.0x | 1 pc | |
| Al 7075-T6 | 5-7 days | 1.5x | 1 pc | |
| SS 17-4PH | 5-7 days | 2.5x | 1 pc | |
| Ti-6Al-4V | 7-10 days | 8.0x | 1 pc | |
| PEEK | 5-7 days | 15.0x | 1 pc | |
| Carbon Fiber | 7-12 days | 12.0x | 1 pc |
Frequently Asked Questions
Q: What is the best material for quadruped leg structural links?
For most research and industrial robot dogs, Aluminum 7075-T6 is the optimal choice. It offers a yield strength (503 MPa) comparable to structural steel but at 1/3 the mass, allowing for the extreme power-to-weight ratios needed for dynamic gait.
Q: How do you handle thin-wall vibration when machining robot dog frames?
Alloyer uses custom vacuum fixtures and specialized high-feed milling strategies to support thin-walled sections (down to 1.2 mm), ensuring dimensional stability and Ra 1.6 μm finishes without deformation.
Q: Can Alloyer machine integrated planetary gear housings for quadruped joints?
Yes. Our 5-axis CNC centers can hold H7 (+0.021/0 mm) tolerances on planetary gear orbits and motor mounting seats in a single setup, ensuring perfect concentricity for high-efficiency torque transmission.
Q: Is Carbon Fiber better than Aluminum for quadruped shins?
Carbon Fiber (CFRP) provides superior specific stiffness for the lower leg (unsprung mass). We recommend using CFRP tubes with CNC-machined 7075-T6 end fittings for the ultimate balance of weight and impact durability.
Q: How do you protect quadruped parts for outdoor use?
We recommend Type II Anodizing for general protection and Type III (Hardcoat) Anodizing for joint mating surfaces to prevent abrasive wear from dust and grit in industrial environments.
More from Alloyer Blog
Need precision quadruped robot components fast?
Upload your CAD files to Alloyer’s automated engine for an instant price quote and a free DFM check. Standard AL 6061 parts start from $8.99, and we accept 1-piece prototyping orders.
Upload CAD & Get Quote →